Liquid Ring Vacuum Pump (Unit)
2FV5
2FV6
2FE1
2FE3
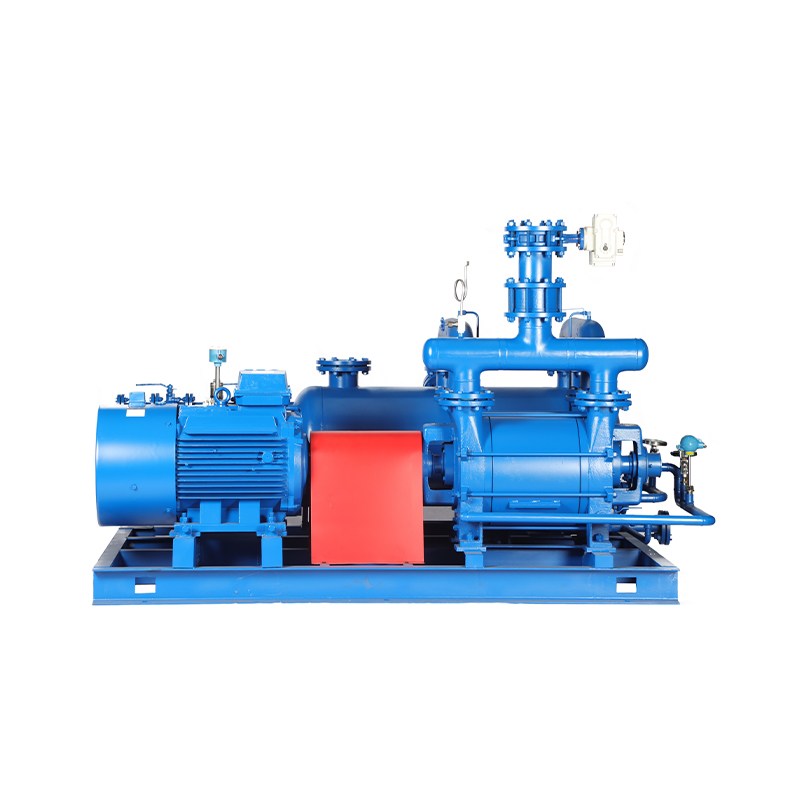
The liquid ring vacuum unit is a closed unit consisting of one or more (one active and one standby, two active and one standby, etc.) liquid ring pumps, gas-liquid separators, working fluid heat exchangers, a common base, a control cabinet, and other equipment, as well as pressure gauges, thermometers, liquid level gauges, and other instruments. The pumped medium enters the liquid ring pump and enters the gas-liquid separator together with the working fluid for gas-liquid separation. The gas is discharged, and the working fluid enters the heat exchanger, where it is cooled by cooling water and then returns to the liquid ring pump.

")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")